Curve
Generating
Baldwin
There are
many ways to curve generate a telescope mirror. Each method is performed to make
the mirror concave and the tool convex. You are finished when the mirror is the
correct depth and the mirror and tool move over each other in spherical
contact. Also, when you are in spherical contact the bubbles and material will
move uniformly between the two without spots where they seem to not move on
either the tool or the mirror. The correct depth will be when ![]() where s is the sagitta, or depth of the curve, r is the radius of the mirror, and R is the radius of curvature of the
mirror. R is twice the focal length.
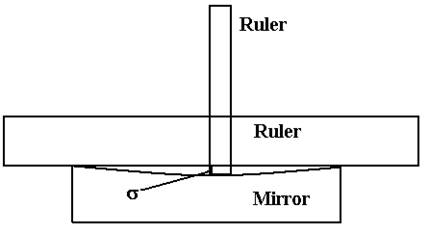
To measure the sagitta, place a straightedge across the mirror passing over the
center and measure the gap between the center of the mirror and the
straightedge. You can also use a spherometer.
where s is the sagitta, or depth of the curve, r is the radius of the mirror, and R is the radius of curvature of the
mirror. R is twice the focal length.
To measure the sagitta, place a straightedge across the mirror passing over the
center and measure the gap between the center of the mirror and the
straightedge. You can also use a spherometer.
For example, for a 12”
mirror with a 60” focal length, R =
120”, r = 6”, so ![]() , or 0.150”. While you are working you
can compare your glass with a template. To make a template, pivot a pencil
using a tape measure at the correct radius of curvature to make a curve that
will match your final mirror result. Grind until the mirror matches the
template.
, or 0.150”. While you are working you
can compare your glass with a template. To make a template, pivot a pencil
using a tape measure at the correct radius of curvature to make a curve that
will match your final mirror result. Grind until the mirror matches the
template.
Here are a
few methods that we at the SAS ATM shop have used.
1] Full-Sized
Tool on Top Method. Grit and water are applied to the mirror, which is on
the barrel face up. The tool is placed over the mirror and pressure is applied
over edge of tool as it passes over
center of mirror. Use 60 grit if it is a large mirror, 80 grit if it is a
smaller mirror. Walk around the barrel as you do this. As you walk around the
barrel, occasionally rotate the tool in
the same direction as you are walking around the barrel and the mirror in the
opposite direction. With time the mirror will become concave and the tool will
become convex.
2] Sub-diameter
Tool on Top Method. Same grit as in method 1, only this time your tool is
smaller than your mirror. We do that sometimes. The tool is on top, and as you
pass over the center of the mirror with the near-edge of the tool, your weight
is on the edge of the tool. This will wear away at the edge of the tool and the
center of the mirror, making the mirror eventually concave and the tool convex.
3] Mirror
on Top Method. This should be done with a full-sized tool. The mirror is
passed over the tool so that the center of the mirror passes over the edge of
the tool. Weight is over the middle of the mirror, which will eventually wear
away at the center of the mirror and edge of the tool, making the mirror
concave and the tool convex.
4] Horizontal Pendulum Arm Method.
This is a way we have used so far for removing large amounts of glass
from large, fast telescope mirrors. Mike Lavieri supplied us with a 1 HP motor,
reducing pulleys, pillow blocks and shaft, as well as the diamond grinding
wheel. At the end of a 2X6 arm the motor turns the diamond grinding wheel at
3500 RPM. With a water feed, the system removes glass quickly and cool, and
“quite safely”. The 2X6 is attached to another 2X6 with alignment holes which
enable us to adjust the system to any radius of curvature we desire. Dave
Wilson supplied us with the stainless steel shaft mounted with pillow block to
the wall as a pivot. The mirror is held solidly with its face pointing
horizontally facing the grinding wheel. The grinding wheel pivots across and
back revolving about the pivot in a “perfect” circle grinding a depth of no
more than 1/20 inch into the glass. Then the mirror is rotated slightly and the
grinding wheel is passed again. Once the mirror has had a complete rotation
accomplished, a small ground circle exists on it and it is moved forward 1/20
inch and it is repeated. Each time we finish a series, the mirrors spherical
cut is larger, and this is continued until the mirror has been fully ground
spherical edge to edge. It is smooth, clean, accurate, and takes zillions of
years out of your hogging out time. Jeff’s 24” f/3.6 was hogged out in a day
and was extremely spherical when finished. Here is a shot of that assembly.

Update: I now
have a mill and I connected the shaft to the mill stand. Below is a more
current photo.

Here are
three videos of us working the horizontal pendulum.
https://www.youtube.com/watch?v=k5ddX2NZ0ik
https://www.youtube.com/watch?v=lonAulU-kWA
https://www.youtube.com/watch?v=pQ1RUDxobss
Note: Even though this is done wet and there is no
silicate dust flying around, the mud that’s left over can eventually dry out
and the silicate dust can become a breathing hazard. Therefore we now mask up
when working this,
5] Over-the-machine. We are converting this
method to a system that hovers over the mirror-making machine. The upgraded 2
hp motor turns the diamond wheel and the jig follows a template with the proper
curve. After each swipe the turntable on the machine is advances ¼”. This method
keep[s the mess to roughly 20 sq.ft. rather than all over the shop and driveway
with a huge tangent arm.
7] Metal
Ring Method. A iron ring, such as a pipe end cap, can be used to curve
generate mirrors. The ring ought to be roughly 1/3 to ½ the diameter of the
mirror, and grinding center over center strokes with it using large grits, such
as 60 grit, will curve generate a mirror. You will have to cast a tool for it
when finished. Below is a photo of using a barbell weight on our mirror making
machine to curve a 32” f/3.67 mirror to an f/2.84. The weight is
1/3 the diameter of the mirror and the center over center strokes are performed
5.5 times per mirror rotation. We also move the center over center condition
over to 16% off-center and 25% off-center now and then to keep the middle from
deepening faster than the rest of the mirror. Click here to see a movie.


When you
use your tool to curve generate, then you already will have a matching tool to
continue to use. If you use one of the methods that doesn’t use a tool, then
you will have to make a matching tool to continue working your mirror. See the section on making a tool.